تولید فیلم نایلون
بیشترین مشکل تولید فیلم نایلون
گرچه تئوری ها همیشه با عمل سازگار نمی باشند اما بسیاری از مشکلات تولید مواد اولیه ی پلی اتیلن به نایلون به روش بالون را توضیح میدهند.به عنوان مثال نسبت قطر نایلون به قطر قالب (Blow up ratio) اگر به عنوان یک پارامتر تولید به تنهایی مورد استفاده قرار گیرد کاملا بی معنی خواهد بود.این نسبت بایستی با در نظر گرفتن سرعت خط و اندازه ی دهانه قالب در نظر گرفته شود.
برای تعیین جهت کشش و گرایش مواد مذاب، بایستی سرعت خط و نسبت قطر نایلون به قالب به صورت جداگانه بررسی شود.در حالیکه هر دوی آنها با هم و پیش از خط انجماد رخ میدهند.در فاصله ی بین خروجی قالب تا خط انجماد و تقریبا تمامی مشخصه های فیلم نایلون نظیر جهت گرایش، خواص شیرینک پذیری، شفافیت، براقیت، استقامت و … شکل میپذیرد.
چگونه مشکلات فیلم پلی اتیلن را برطرف کنیم؟
این مقاله در راستای کمک به تولید کنندگان فیلم های پلی اتیلن (نایلون) تهیه شده است و امید است از این راه بتوان به صنعتگران در این زمینه یاری رساند.

اصول اولیه فیلم پلی اتیلن تولید شده به روش بالون:
هدف این مقاله بررسی مشکلات و موارد دم کیفی در فیلم های پلی اتیلن (نایلون) و راه حل های پیشنهادی به جهت برطرف کردن آنان میباشد.
یک اپراتور تولید با توجه به کارکرد مستقیم و طولانی مدت بسیاری از مشکلات را به صورت مستقیم حل می نماید اما آموزش نیروهای جدید کاری بس دشوار و پرهزینه میباشد.
ضمنا برخی مشکلات ذاتی و خطاهای ناشی از فراموشی در زمان تولید مخصوصا در تولیدات جدید رخ میدهد که با مطالعه ی این مقاله شما میتوانید نسبت به بر طرف کردن آن اقدام نمایید.

اصول اولیه تولید فیلم نایلون:
در نگاه اول تولید فیلم و روش کارکرد دستگاه بسیار ساده به نظر می آید به صورتی که مواد اولیه توسط مواد کش به داخل قیف اکسترودر ریخته میشود و سپس در درون اکسترودر بواسطه ی حرارت و اصطکاک مواد اولیه به صورت خمیری و مذاب درآمده و به وسیله ی فشار ایجاد شده توسط ماردون به داخل قالب هدایت میشود.
قالب به صورت گرد بوده بنابر این فیلم خروجی از آن حالت تیوپ روده ای دارد. تیوپ خارج شده توسط هوا منبسط گردیده و ضمن افزایش قطر، ضخامت آن کاهش می یابد البته کشنده های نصب شده بر روی برج دستگاه نیز به صورت همزمان مواد اولیه مذاب خارج شده از سر قالب را به بالا کشیده و با تنظیم سرعت کشنده میزان ضخامت دقیق فیلم نایلون تعیین می گردد. تیوپ به نامهای حباب و بالن نیز خوانده میشود. تیوپ پس از خنک شدن داخل قسمت کشنده ی بالا که به شکل عدد 8 است به صورت ورق دولا در می آید.هرچند موارد ذکر شده بسیار ساده و آسان به نظر می رسند اما در حقیقت تولید فیلم نایلون به روش بالون یک امر بسیار تخصصی و پیچیده است و تنوع محصول بسیار بالایی دارد به گونه ای که از عرض 4 سانتی متر تا عرض 30 متر تولید میگرددفرمول محاسبه نسبت قطر نایلون به قطر قالب (BUR) نامیده میشود.
در واقع با افزایش قطر حباب میزان BUR نیز افزایش می یابد. قطر قالب تقسیم بر BUR نشانگر ضخامت جنس است. البته پس از کسر میزان انبساط .البته چون این روش برای محاسبه دشوار است میتوان از فرمول خلاصه شده ی زیر هم استفاده کرد.
میزان کشش برای تعیین ضخامت با فرمول زیر محاسبه میشود.
بنابراین BUR بزرگتراز عدد یک نشانگر آن است که حباب بالون بیشتر از قطر قالب منبسط شده است. فیلم در این قسمت نازک شده و در راستای تولید جهت یافته میشود که به آن TD گفته میشود.زمانی که عدد DDR بزرگتر از یک شود نشانگر آن است که مواد مذاب با سرعتی بیشتر از خروجی قالب به سمت بالا کشیده میشود که در این حالت فیلم نازک گردیده و دارای جهت یافتگی عرصی میشود که به آن MD گفته میشود.در عمل این اعداد تقریبی هستند زیرا که مواد مذاب خارج شده از قالب متورم میگردند و محاسبات بالا با در نظر گرفتن ابعاد قالب انجام میشود زیرا که میزان تورم مواد مذاب پس از خروج از قالب با توجه به نوع مواد اولیه متفاوت میباشد.
فرمول محاسبه نسبت قطر فیلم نایلون
فرمول محاسبه نسبت قطر نایلون به قطر قالب (BUR) نامیده میشود.در واقع با افزایش قطر حباب میزان BUR نیز افزایش می یابد.قطر قالب تقسیم بر BUR نشانگر ضخامت جنس است.البته پس از کسر میزان انبساط .البته چون این روش برای محاسبه دشوار است میتوان از فرمول خلاصه شده ی زیر هم استفاده کرد.میزان کشش برای تعیین ضخامت با فرمول زیر محاسبه میشود.
بنابراین BUR بزرگتراز عدد یک نشانگر آن است که حباب بالون بیشتر از قطر قالب منبسط شده است.فیلم در این قسمت نازک شده و در راستای تولید جهت یافته میشود که به آن TD گفته میشود.زمانی که عدد DDR بزرگتر از یک شود نشانگر آن است که مواد مذاب با سرعتی بیشتر از خروجی قالب به سمت بالا کشیده میشود که در این حالت فیلم نازک گردیده و دارای جهت یافتگی عرصی میشود که به آن MD گفته میشود.
در عمل این اعداد تقریبی هستند زیرا که مواد مذاب خارج شده از قالب متورم میگردند و محاسبات بالا با در نظر گرفتن ابعاد قالب انجام میشود زیرا که میزان تورم مواد مذاب پس از خروج از قالب با توجه به نوع مواد اولیه متفاوت میباشد.

چک لیست جلوگیری از اشکالات در تولید فیلم نایلون :
چک لیست ها یاد آورنده های بسیار خوبی برای تولید فیلم و سیستم تعمیر و نگهداری پرسنل می باشند.هر اپراتوری در طول یک شیفت کاری می بایست حداقل یک مرتبه فیلم نایلون تولیدی و شرایط تولید را با چک لیست کنترل نماید.قسمت های مختلف دستگاه نیز باید پس از تعویض کار یا هنگام شروع و یا هنگام پایان کار کنترل گردند زیرا برخی کنترل کردنها فقط در این زمانها میسر است.البته چک لیست ارائه شده نمیتواند شامل تمام ماشین آلات برای تولید فیلم نایلون به روش بالون باشد زیرا دستگاهها متفاوت بوده و دارای تجهیزات گوناگونی هستند اما در کل میتواند یک راهنما در جهت جلوگیری از بسیاری از مشکلات باشد.
ارزیابی مواد اولیه و افزودنی ها و مواد بازیافتی :
- آیا مواد اولیه و یا افزودنی هایی که در تولید استفاده میشوند صحیح انتخاب و ترکیب شده اند؟
- آیا موجودی مواد اولیه برای تکمیل سفارشات کافی است
- آیا فیلتر های کشنده ی مواد اولیه تمیز هستند؟
- در صورت تغییر در مواد اولیه آیا از خالی شدن و تمیز شدن کامل سیستم انتقال و ترکیب مواد به جهت جلوگیری از مشکلات بعدی مطمئن هستید؟
- آیا درصد ترکیب مواد بازیافتی به دست آمده از بازیافت های حاشیه گیری با مواد اولیه ی اصلی صحیح می باشد؟
- آیا تمامی رولهای ضایعات شده با لیبل نوع مواد مصرفی مشخص گردیده اند؟
- آیا درب تمامی موادکش ها و سیستم توزین بسته است تا از ورود اشیای خارجی جلوگیری گردد؟

موتورها و اکسترودرها
- میزان سرعت گردش اکسترودرها و موتورها با توجه به حساسیت بالای انها و تاثیر مستقیم آنان بر میزان خروجی مواد توسط تجهیزات کنترلی نظیر تاکومتر کنترل شود؟
- آیا فیلترهای روی درایو کنترل و قسمت های خنک کن موتور کنترل شده است؟
- آیا روغن گیربکس کافی ست؟ آیا قسمت های مختلف به خوبی روغن کاری میشود؟

تولید فیلم نایلون قطر نایلون فیلم نایلون فرمول محاسبه قطر نایلون نایلون پنج لایه نایلون 6 فیلم تولید نایلون و نایلکس فیلم تولید نایلون شیرینگ فیلم دستگاه تولید نایلون شیرینگ فیلم نایلون سازی فیلم نصب نایلون گلخانه فیلم دستگاه نایلون فیلم اسیاب نایلون فیلم تهیه نایلون فیلم کارخانه نایلون فیلم تولید نایلون شیرینگ فیلم دستگاه چاپ نایلون فیلم دستگاه نایلون ساز فیلم دستگاه دوخت نایلون فیلم شیرینگ نایلون
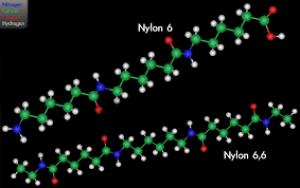 ساختار های شیمیایی الیاف نایلون
ساختار های شیمیایی الیاف نایلون چاپ روی نایلون
چاپ روی نایلون نایلون شیرینگ | خرید مستقیم و بی واسطه شرینک
نایلون شیرینگ | خرید مستقیم و بی واسطه شرینک نایلون سه لایه
نایلون سه لایه چاپ نایلون و انواع آن
چاپ نایلون و انواع آن طراحی و تولید انواع محصولات نایلون
طراحی و تولید انواع محصولات نایلون چاپ نایلون شیرینگ
چاپ نایلون شیرینگ چاپ سلفون | تولید و خرید از کارخانه
چاپ سلفون | تولید و خرید از کارخانهتمامی حقوق این سایت متعلق به پتروپلیمررنگین کمان می باشد .